 _________________________YOUR WELDING PARTNER
_________________________YOUR WELDING PARTNER
_________________________YOUR WELDING PARTNER
Aujourd'hui, la concurrence exige de vous toujours plus de compétences, plus de reconnaissances …
En soudage la certification suivant la norme internationale NF EN ISO 3834 apportera la preuve incontestable de votre volonté d'avancer dans une démarche d'Assurance de la Qualité vis-à-vis de vos fabrications.
Cette certification adaptée au niveau de sécurité des pièces fabriquées et à votre propre organisation vous permettra de vous différencier lors d'appels d'offre et améliorera votre image auprès de vos Clients.
Your Welding Partner vous procure les explications, les conseils pratiques nécessaires sur la démarche à entreprendre et vous accompagne pas à pas jusqu'à la certification suivant NF EN ISO 3834 et/ou NF EN 15085-2.
Fort d'une expérience de nombreuses années en fabrication au sein d'un grand groupe industriel international mais aussi expert en normalisation auprès du CNS, du CEN et de l'ISO, Your Welding Partner saura vous faciliter le chemin à parcourir.
- Your Welding Partner vous procure également la possibilité de coordination externe en soudage suivant EN ISO 3834 / EN ISO 14731 et EN 15085-2.
La certification en Assurance Qualité Soudage est incontestablement un atout pour une entreprise de construction métallique.
D'une part, parce qu'elle peut ainsi apporter la preuve à ses clients de la qualité de ses productions, d'autre part, parce qu'elle se positionne ainsi parmi les entreprises qualifiées.
Il s'agit là d'une démarche importante pour la mettre en place, mais l'expérience prouve qu'en quelques mois l'opération est possible.
Your Welding Partner accrédité par le DVS ZERT allemand pour la EN ISO 3834 et par l'EBA (Organisme de sécurité ferroviaire allemand) pour la EN 15085, représentant officiel en France du SLV de Saarbrücken, reconnu par l'Institut de la Soudure français et les principaux réseaux ferrés européens, fait sans aucun doute partie des acteurs nécessaires à votre réussite.
AVANT PROPOS
La réalisation de cette page a pour but d'expliquer ce qu'il est nécessaire de faire afin d'aider à la certification d'un constructeur en matière de soudage.
Sa lecture pourra démonter le système pour mieux le maîtriser et aboutir plus facilement à l'organisation en matière de soudage de l'entreprise en vue de la certification suivant EN ISO 3834 ou une autre norme métier.
En premier lieu, il est nécessaire de bien connaître le sujet sur lequel l'audit sera réalisé : la normalisation en matière de soudage et les requis entraînés par l'application de cette dernière.
Système Assurance Qualité d'une entreprise
- voir ISO 9001 version 2000
- Point important : le soudage désigné comme un " procédé spécial " doit être maîtrisé par le constructeur.
- Voir la page dédiée pour l'organisation de la normalisation en soudage.
Système Assurance Qualité en Soudage
- Il repose d'une manière générale sur l' EN ISO 3834-1 qui découle directement de l'ISO 9001, ce document définit les différents niveaux et les requis de chacun d'eux en matière d'assurance qualité en soudage.
- Il est admis qu'un constructeur puisse avoir une certification assurance qualité en soudage sans avoir de certification ISO 9001.
La présence chez le constructeur d'un système d'Assurance Qualité Soudage défini et appliqué devra être prouvé lors de l'audit.
Organisme qualifié
Se référer aux normes suivantes : EN 45020 pour les définitions, et à l'EN ISO/CEI 17011 pour les exigences générales liées à l'évaluation et l'accréditation d'organisme de certification / d'enregistrement.
Certification
La certification est une activité par laquelle un organisme reconnu et accrédité, indépendant des parties en cause, donne une assurance écrite qu'un produit, processus ou service est conforme à des exigences spécifiées (dans notre cas EN ISO 3834).
La validité en durée d'une certification est de 3 années sans changement de conditions de la certification.
Des audits annuels de suivi sont réalisés pour éviter toutes dérives.
Personne qualifiée
Personne dont la compétence et les connaissances ont été acquises par l'éducation, la formation et/ou une expérience pratique appropriée.
Afin de démontrer le niveau de compétence et des connaissances de cette personne, une épreuve de qualification peut être exigée.(ce qui est le cas pour les soudeurs par exemple).
ORGANISATION DU SYSTEME AQ SOUDAGE CHEZ LE CONSTRUCTEUR
DEMANDE DE CERTIFICATION DU CONSTRUCTEUR
Une certification n'est que rarement obligatoire, c'est une démarche volontaire du constructeur afin de mettre en place ou d'affiner son système d'assurance qualité en soudage.
Une demande officielle de certification doit être réalisée auprés d'un organisme indépendant et certifié à cet effet.
La certification demandée devra être adaptée à l'entreprise comme la EN ISO 3834-1 le précise :
- l'entreprise réalise-t-elle la conception et les calculs des joints soudés avant le soudage ?
- si oui, il est nécessaire d'être certifié suivant EN ISO 3834-2
- si non, la certification suivant EN ISO 3834-3 pourra suffire pour la fabrication
De plus il sera nécessaire de préciser quelles seront les classes de performance des soudures à réaliser (en fonction de la tenue statique et dynamique des joints) par l'entreprise et de leur niveau de sécurité ainsi que de la sécurité générale des ensembles ou sous-ensembles sur lesquels ces joints sont situés afin de connaitre le choix de la certification entre EN ISO 3834-3 ou EN ISO 3834-4.
Demande de certification suivant EN ISO 3834 à renvoyer à "Your Welding Partner"
Demande de certification suivant EN ISO 3834 à renvoyer à "Your Welding Partner"
ORGANISATION PRATIQUE DE L'AUDIT
Chaque personne de l'entreprise doit se sentir concernée par la réussite de l'audit de certification et bien connaître les procédures et documents qu'il doit appliquer.
L'auditeur effectuera son audit de la manière suivante :
1°) - En analysant en salle l'adéquation aux requis de la norme des différents documents constituant le système AQ soudage du constructeur.
2°) - En passant dans chaque service, généralement en suivant la logique du process de fabrication, c'est à dire :
- Conception - calculs (Bureau d'études)
- Commandes (Services Achats - Sous-traitance)
- Arrivages des matériaux et produits consommables (Magasins arrivage et stockage)
- Fabrication (Ateliers)
- Traitement thermiques
- Contrôles (Service contrôles, laboratoire d'essais)
- Service entretiens - travaux neufs (entretiens, essais matériels liés au soudage)
Lors de chaque arrêt dans un service, l'auditeur s'assurera de la conformité de l'application des procédures du constructeur, il pourra demander des preuves de l'application de ces procédures.
Il profitera aussi de ces moments pour évaluer la compétence de ses interlocuteurs dans le domaine intéressé par l'audit.
Il réalisera des recoupements afin de bien évaluer la bonne continuité du process de fabrication entre les différents services.
Lors de sa venue en atelier, l'auditeur jugera de sa propreté, de son rangement, de la bonne ergonomie et organisation des postes de travail, de l'entretien des différents matériels, du stockage des produits, de la bonne diffusion des informations liées à la fabrication et particulièrement au soudage, de la compétences du personnel ( soudeurs, opérateurs, moniteurs, formateurs et contrôleurs ) et de la sécurité du personnel ( port des EPI ).
ATTENTION !
Il est obligatoire de réaliser préalablement à l'audit une information ou une formation auprès des personnes concernées afin que chacune d'elles puisse répondre au mieux à l'auditeur (cette formation incombe au coordinateur soudage responsable ou au responsable AQ de l'entreprise).
Ce qu'il faut aussi savoir....
Un audit est une période de travail intense durant laquelle un maximum de renseignements doivent être collectés afin de pouvoir émettre une conclusion favorable ou non à la certification mais toujours la plus juste possible.
L'auditeur doit rendre des comptes auprès des organismes de certification desquels il dépend et pour cela il doit remplir différents formulaires officiels de manière obligatoire :
- - demande d'audit
- - introduction à l'audit
- - questionnaire d'audit
- - fermeture d'audit
- - éventuellement, rapport de non conformité et demande d'actions correctives
OUVERTURE DE L'AUDIT
En début de chaque audit, une réunion est réalisée à laquelle participent les principales personnes concernées :
- - un représentant de la direction du Site
- - le coordonnateur en soudage
- - le remplaçant du coordonnateur en soudage
- - un responsable du service AQ du site
les autres personnes concernées :
- - les autres membres de la " welding team "
- - le responsable conception-études (BE)
- - le responsable du service méthodes - industrialisation
- - le responsable du service des approvisionnement, achats
- - le responsable du service sous-traitance
- - le responsable du magasin, réception et logistique
- - le responsable de la fabrication ou chefs d'ateliers
- - le responsable du service contrôles et essais
ne sont appelées qu'en cas de nécessité.
Une présentation des personnes de l'entreprise présentes et de la Sté auditée est réalisée, de même une brève présentation des auditeurs de leur Sté et du déroulement de l'audit est porté à la connaissance de tous.
QUESTIONNAIRE D'AUDIT
A l'aide d'un questionnaire spécifique à la norme EN ISO 3834 adapté, l'auditeur vérifira que les requis de cette dernière sont bien présents et appliqués chez le constructeur.
Questionnaire d'audit suivant EN ISO 3834-2
- Certaines de ces réponses seront vérifiables "en salle", d'autres seront vérifiées lors de la visite des différents services de l'entreprise.
FERMETURE DE L'AUDIT ( OU RETOUR D'AUDIT )
Il s'agit d'une réunion marquant la fin de l'audit et durant laquelle les auditeurs réalisent un rapport préliminaire " à chaud " de l'audit réalisé.
Un échange s'ensuit avec les personnes présentes ( au minimum celles qui étaient à l'ouverture), un compte rendu est paraphé par la partie auditeur et la partie auditée sur lequel seront mentionnés :
- les points forts de l'entreprise
- les points faibles ( points majeurs, points mineurs et remarques)
Il peut être alors proposé par l'auditeur au constructeur la réalisation d'un plan d'actions correctives pour faire face à plus ou moins brève échéance aux points faibles voire aux non-conformités relevées.
L'auditeur se prononce sur ce document afin que l'organisme de certification (le DVS ZERT ev pour Your Welding Partner) accorde ou non la certification au constructeur audité.
L'ORGANISATION DOCUMENTAIRE EN ASSURANCE QUALITE DU SOUDAGE
Partie de l'audit réalisée " en salle "
GENERALITE
Outre le Manuel d'Assurance Qualité (MAQ) exigé lors de la certification suivant ISO 9001, il sera nécessaire de pouvoir présenter à l'auditeur un certain nombre de documents prouvant la mise en place d'une organisation spécifique à l'assurance qualité en soudage chez le constructeur.
Comme décrite dans le tableau ci-dessus cette organisation documentaire est fonction des données d'entrée ( norme, contrat du client etc..) et des données de sortie ( revue de contrat - cahier de soudage de l'affaire ).
Ces documents sont répartis en quatre niveaux
Niveau Titre du document Données d'entrée 1 Management du procédé de soudage
ISO 9001- Données du constructeur
2 Conditions générales de soudage
ISO 3834-X en fonction du niveau choisi. Norme " métier "
3 Conditions de soudage spécifiques à un marché
Contrat du client -
Conditions générales de soudage du constructeur
Documents divers relatifs au soudage
4 Fiches d'instructions
Documents divers relatifs au soudage
Savoir-faire en soudage du constructeur
Bonnes pratiques en soudage
Normes, articles techniques divers
Il est nécessaire que les documents soient clairement rédigés, il faut privilégier des tableaux, des logigrammes, des organigrammes à de longs discours.
Faire attention à bien faire les rattachements de ces documents les uns aux autres et d'utiliser le vocabulaire " métier " mais sans trop, de manière à rester compréhensible par un non spécialiste en soudage.
NIVEAU 1 : MANAGEMENT DU PROCEDE DE SOUDAGE
Dans ce document il est décrit l'organisation générale du constructeur pour le management du procédé de soudage.
a) Les moyens techniques mis à disposition
Description sommaire :
- des ateliers
- des moyens de stockage : matériaux, produits consommables
- des appareils liés à la manutention
- des appareils liés au positionnement
- des appareils liés au soudage (par procédés utilisés)
- des appareils liés au contrôles, essais et tests
- des appareils liés au parachèvements (si nécessaire)
- des appareils liés aux traitements thermiques (si nécessaire)
- etc…
b) Les moyens humains mis à disposition
- Chaque entreprise désirant maîtriser sa qualité en matière de soudage doit disposer d'une " Welding Team ", équipe de soudage rassemblant les compétences dans ce procédé d'assemblage et organiser le travail en fonction des personnes composant cette équipe.(voir EN ISO 14731)
Le constructeur doit nommé obligatoirement au moins UN coordinateur principal. (voir version anglaise EN ISO 14731).
L'organisation de ces moyens humains " la welding Team " doit être expliquée (par un organigramme) voir un exemple ci-dessous.
Organigramme fonctionnel d'une " Welding Team idéale"
- L'importance de l'équipe de soudage sera fonction du niveau de performance des joints, du niveau de qualité par rapport aux défauts, du niveau de sécurité des joints à réaliser et du niveau de sécurité générale des ensembles ou sous ensembles dans lesquels ils s'inscrivent.
Nota : La certification suivant EN ISO 3834 du constructeur prend en compte la reconnaissance des compétences du coordonnateur principal et de son remplaçant, un changement de personne peut remettre en cause la certification.
Voir: La notion de "Welding Team"
Pour information :
Coordonnateur en soudage :
Pour faire simple, c'est la personne qui est responsable des opérations de soudage chez un constructeur , voir son rôle clé dans EN ISO 14731.
IWE : International Welding Engineer
IWT : International Welding Technical
IWS : International Welding Specialist
IWP : International Welding Pratiquer
IWI : International Welding Inspector
- Ce sont des reconnaissances internationales de compétences en matière de soudage délivrées à un professionnel suite à une formation spécifique et à la réussite d'un examen.
c) Qui fait quoi par rapport aux différentes tâches à effectuer (voir EN ISO 1471 annexe B)
Là encore l'emploi de définitions, de logigrammes, de tableaux peut faciliter le travail
Tout d'abord il est bon de donner quelques définitions :
IS = Ingénieur Soudeur
TS = Technicien Soudeur
MS = Moniteur Soudeur
FS = Formateur Soudeur
SOP = Soudeur Opérateur
Enfin des tableaux permettent de visualiser rapidement qui fait quoi selon les tâches à réaliser, comme par exemple le tableau ci-dessous le montre.

Support à remplir en conformité à l'EN ISO 14731
QMOS (WPQ)
Qualification de Mode Opératoire de Soudage (Welding Process Qualification)
- C'est par la réalisation d'une QMOS que le constructeur apporte la preuve à son client que les performances mécaniques obtenues du joint réalisé avec le procédé choisi par lui sont en conformité avec les requis du bureau d'études et des impositions du contrat.
- Les QMOS bénéficient de larges domaines de validité ( voir normes ).
- Les dossiers de QMOS doivent être disponibles auprès du coordonnateur en soudage du constructeur
Un suivi de ces documents est recommandé
Un exemple de ce document sera en annexe.
DMOS (WPS)
Descriptif de Mode Opératoire de Soudage ( Welding Process Specification)
- Par la réalisation d'un DMOS le constructeur cerne tous les paramètres de soudage nécessaires à la reproductibilité d'un joint soudé.
- Les validités de ces paramètres seront très limités, par exemple :
± 10% en Intensité et en Tension en charge
± 20% sur la température de préchauffage
- Suivant EN 15085-2 (norme métier construction de matériel ferroviaire) Excepté pour la classe de performance du joint D, un DMOS est toujours couvert par une QMOS.
- Les caractéristiques mécaniques du joint (par exemple : Re,Rm, A%, KCV) bien que souhaitables ne seront pas obligatoires pour la réalisation d'un DMOS, l'aspect qualité de la soudure (absence de défaut) étant plus recherché (contrôles CND obligatoires).
- A noter que la réalisation d'une QMOS passe obligatoirement par le stade DMOS appelé DMOS-p (p pour préliminaire).
- La présence des DMOS est un gage de la maîtrise de la qualité en soudage pour un constructeur par la parfaite connaissance des paramètres de soudage utilisés en fabrication ainsi que de la qualité qu'ils entraînent et l'assurance de leur bonne reproductibilité par le respect du DMOS réalisé.
- Les DMOS doivent être disponibles aux postes de travail.
Un suivi de ces documents est recommandé
Un exemple de ce document sera en annexe.
QS (WQ)
Qualification de Soudeur (Welder Qualification)
- Par les Qualifications des Soudeurs on maîtrise aussi l'Assurance de la Qualité en Soudage en fabrication, en effet cette qualification a pour but de permettre la réalisation des opérations de soudage par des opérateurs compétents au niveau gestuel et technologique.
- La tendance actuelle est d'aller un peu plus loin que la qualification sur des éprouvettes telles que définies dans les normes, en qualifiant les soudeurs sur des maquettes représentatives des difficultés rencontrées lors du soudage sur une pièce.
- La réussite de ces " qualifications spécifiques " sont encore un gage supplémentaire de l'assurance de la qualité dans la réalisation du soudage en fabrication.
Un suivi des qualification des soudeurs et opérateurs est obligatoire
Un exemple de ce document sera en annexe.
PLANS DE SOUDAGE
S'agissant de plusieurs joints à réaliser, ce document permet d'enregistrer outre les renseignements portés dans un DMOS, l'ordre, le sens, la disposition des différents cordons et des différentes passes à réaliser .
Il permet de figer une procédure complète d'assemblage par soudage et de garantir sa reproductibilité.
Ce document peut être d'une importance capitale entre autres pour la maîtrise des déformations, le contrôle des contraintes introduites dans la pièce lors du soudage, son utilisation peut faciliter le redressage et éviter des phénomènes de fissuration à froid.
Il peut être imposé par le client au contrat, par le bureau d'études à la conception et par le coordonnateur en soudage.
Si employé, un exemple sera en annexe
LOCALISATION DES DMOS ET DES PLANS DE SOUDAGE
Document (par exemple vue 3D de la pièce) permettant de situer rapidement les DMOS significatives et les plans de soudage utilisés pour la réalisation de cette dernière.
CAHIER DE SOUDAGE
Par affaire il sera réalisé un " cahier de soudage ".
Ce dernier comportera si possible les rubriques suivantes :
- le descriptif général de l'affaire avec une photo générale du produit concerné.
- les conditions générales de soudage du constructeur.
- les conditions de soudage spécifiques au marché (revue de contrat).
- la liste des " bonnes pratiques en soudage " applicables au marché ou les documents équivalents du constructeur.
- la liste des matériaux applicables au marché et leur localisation sur les pièces.
- la liste des produits d'apport applicables au marché.
- la liste récapitulative des joints soudés du marché
- les QMOS - DMOS - Maquettes - liste, descriptifs.
- les plans de soudage du marché, liste de ceux-ci et leur localisation.
- les qualifications nécessaires et liste des soudeurs.
- le ou les plans de contrôle.
- les comptes rendu réunion, audits …
- les calculs, coûts divers.
- les documents divers.
- la sous-traitance : liste des sous-traitants et des pièces " sorties ".
Cet ensemble de documents peut être réalisé sous forme papier mais il est préférable actuellement de le prévoir sous forme informatique, des liens " hypertexte " permettant d'avoir accès aussi aux enregistrement relatifs à la qualité , c'est à dire :
- le suivi informatique des Qualifications des Soudeurs
- le suivi informatique des QMOS - DMOS
- le suivi informatique des matériels de soudage ( entretien, contrôles et étalonnage)
voir les programmes à cet effet de "Your Welding Partner"
Des logigrammes permettent d'expliquer l'organisation par rapport aux différentes tâches à réaliser. comme l'exemple ci-dessous concernant la Qualification des Soudeurs.
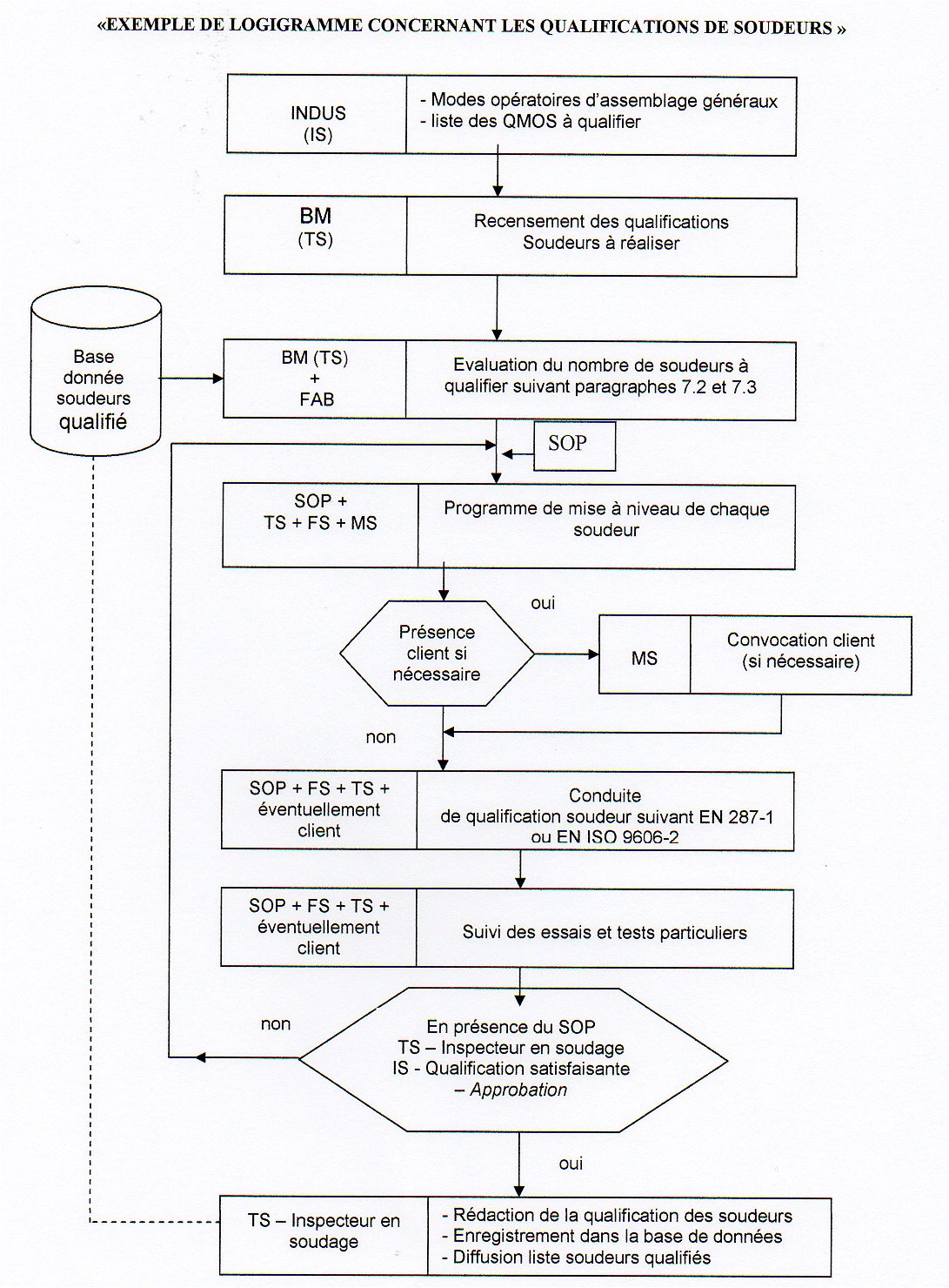
Exemple de logigramme concernant la réalisation des qualifications de soudeurs.
- NIVEAU 2 : CONDITIONS GENERALES DE SOUDAGE DU CONSTRUCTEUR
Ce document est le reflet de la norme EN ISO 3834-X du niveau pour lequel on désire se faire certifier , c'est son document d'entrée.
Ce document peut être remis avec une offre définissant ainsi les conditions de soudage du constructeur.
Pour la rédaction de ce document, il suffit de faire un copier-coller des différents chapitres de la norme EN ISO 3834 et d'y apporter la réponse de l'entreprise.
Par exemple :
Domaine d'application
Il s'agit en premier de définir le domaine d'application du système d'assurance qualité en soudage mis en place et éventuellement d'en exclure certaines fabrications qui n'exigent pas un tel système ou qui sont en relation avec d'autres systèmes AQ soudage ou d'autres normes métier.
Références normatives
Il suffit de placer ici les normes auquel fait référence ce document.
Termes et définitions
Il est bon de donner parfois quelques définitions liés au métier ou à la spécialité que l'on pratique afin de faciliter la compréhension de la suite du document.
Utilisation de ce document
Expliquer le but de sa rédaction en vue de la certification suivant la norme EN ISO 3834.
Revue des exigences et revue technique
On peut séparer en sous chapitres :
" Revue réglementaire et normative
" Revue du contrat
" Revue du dossier de conception
Sous-traitance
Conditions dans lesquelles l'entreprise est amenée à sous-traiter (ou à acheter) des pièces mécano-soudées.
Avoir si nécessaire un document rattaché spécifique et y faire référence.
Personnel en soudage
a) Personnel de coordination
Faire référence aux moyens humains mis à disposition (Welding Team) et défini dans le document de niveau 1.
Désigner nominativement le coordonnateur en soudage de l'entreprise et son remplaçant..
Rappeler succinctement les rôles des différentes personnes et les tâches qui leur sont attribuées (en annexe les tâches et responsabilités suivant EN ISO 14731 suivant document support jointà cette page).
b) Soudeurs et Opérateurs
S'engager sur le fait que tous les soudeurs et opérateurs sont qualifiés à l'aide d'une épreuve appropriée suivant les normes applicables (les citer).
Personnel chargé des contrôles et essais
S'engager sur les qualifications et les certifications des différents inspecteurs et contrôleurs dont on dispose.
Expliquer le système de suivi interne à l'entreprise de ces qualifications ou certifications.
Matériel de production et d'essai
Description du matériel
Renvoyer à un inventaire de suivi tel que décrit dans le document niveau 1 ,
- des appareils liés au positionnement
- des appareils liés au soudage (par procédés utilisés)
- des appareils liés au contrôles, essais et tests
- des appareils liés au parachèvements (si nécessaire)
- des appareils liés aux traitements thermiques (si nécessaire)
Aptitude du matériel
S'engager à faire la relation contrat / capabilité de production lors de la revue du contrat
Nouveau matériel
S'engager ou renvoyer à une procédure d'essai pour les nouveaux matériels neufs mis en production ainsi que pour les matériels réparés .
Entretien du matériel
Expliquer ou renvoyer à une procédure de contrôle, essai et étalonnage des différents matériels et de suivi de ceux-ci.
Suivi du matériel de production et d'essais
Un suivi des différents matériels est obligatoire
Soudage et activités connexes…..
….et ainsi de suite pour chaque chapitre de la norme .
Si parfois la compréhension d'un paragraphe ne paraît pas clair, voir alors l'ancienne version EN 729 qui peut être exprimée légèrement différemment ou le document d'application NF FD A 89261.
L'auditeur doit pouvoir retrouver dans ce document tous les réponses apportées par le constructeur aux requis de la norme EN ISO 3834-X, les renvois à d'autres documents plus précis doivent être clairement établis et ceux -ci nommés et disponibles pour vérification lors de l'audit.
- NIVEAU 3 : CONDITIONS DE SOUDAGE SPECIFIQUES A UN MARCHE
Les données d'entrée de ce document sont d'une part :
- le contrat du client avec ses normes applicables, ses spécifications particulières et ses exigences particulières en matière de soudage
d'autre part :
- les conditions générales de soudage du constructeur reposant sur l'EN ISO 3834-X
La présence de ce document est la preuve irréfutable que la revue de contrat a été réalisée conformément aux requis de la norme EN ISO 3834.
On y retrouve facilement les chapitres suivant avec les normes applicables :
- Système d'assurance qualité en soudage imposé.
- Définition et relations classe de performance ou de qualité d'une soudure, niveau critères d'acceptation des défauts et contrôles exercés.
- Compétences du personnel d'encadrement du soudage
- Qualification des soudeurs
- Qualification des inspecteurs et contrôleurs
- Réalisation des DMOS
- Réalisation des QMOS
- Réalisation des plans de soudage
- Conditions de réception matériaux et produits consommables
- La définition d'une réparation et d'une non conformité
- Les conditions de traçabilité
- La gestion des enregistrements relatif à la qualité
- Conditions de suivi :
- Des qualifications soudeurs
- Des essais, contrôles, étalonnage des matériels
- Des DMOS - QMOS - Plans de soudage
Ce document est d'une grande importance car il pourra être remis avec les conditions générales de soudage du constructeur à un sous-traitant ou fournisseur de pièces mécano-soudées et ainsi lui transmettre un maximum d'informations sur les conditions de soudage auxquelles il doit répondre.
NIVEAU 4 : FICHES D'INSTRUCTIONS, PROCEDURES ET DOCUMENTS DIVERS RELATIFS AU SOUDAGE.
Le constructeur doit disposer de procédures, fiches d'instructions internes ou de documents techniques apportant des précisions sur certaines pratiques en soudage comme par exemple :
- La normalisation et le système AQ en Soudage appliqué à l'entreprise.
- Règles de conception et de calcul applicables
- Les préparations des joints applicables
- Conditions d'achat des matériaux et des consommables
- Conditions de réalisation de la sous-traitance de pièces mécano soudées
- Les vérifications exercées par les soudeurs
- Les retouches de finition et les défauts visuels à combattre
- Document d'application de l'EN ISO 5817 et EN ISO 10042.
- Le pointage
- Le bouclage
- Les appendices de départ et fin de cordons
- La protection envers des soudures
- Les reprises envers des soudures
- Le préchauffage
- Les chaudes de retrait
- Les traitements thermiques
- Le stockage des consommables
- L'entretien, le contrôle et l'étalonnage des matériels de soudage
- L'entretien, le contrôle et l'étalonnage des matériels de contrôles et d'essais
- etc.….
- Ces fiches peuvent servir de supports pédagogiques lors de la formation des soudeurs et doivent se trouver, si leur application est nécessaire, à la disposition des opérateurs aux postes de travail.
Ces documents (procédures, fiches d'instructions ) doivent être correctement identifiés et indexés.
Ils sont rappelés dans les autres procédures :
- Management du procédé de soudage
- Conditions générales de soudage
- Conditions spécifiques de soudage du marché XXX
CONCLUSIONS
Etre certifié fait partie des règles actuelles en assurance de la qualité, l'intérêt de tout constructeur est maintenant de pouvoir prouver à son client le haut niveau de son système qualité et en particulier celui du soudage.
La lecture de ce document pourra clarifier le chemin à parcourir en vue d'une certification qui souvent paraît insurmontable aux entreprises.
La France a un certain retard dans ce domaine, alors que la majorité des autres pays européens ont déjà entrepris cette démarche, c'est un challenge à relever pour les constructeurs français pour les années à venir, si nous voulons conservés des opérations de soudage sur le territoire national, il est nécessaire de prouver à nos clients que nous possédons un haut niveau de qualité et que nous sommes reconnus pour ce haut niveau de compétence en soudage au travers cette certification .
Cette démarche nécessite à la base
- pour la direction de l'entreprise une volonté certaine d'aboutir à cette certification,
- une adhésion de tout le personnel,
- un travail comprenant certain d'efforts d'organisation, de réflexions, de formations et d'écriture de documents,
L'expérience prouve qu'en une année ce challenge est tout a fait réalisable.
- La certification suivant la norme de soudage métier ferroviaire EN 15085-2

retour à la page d'accueil

